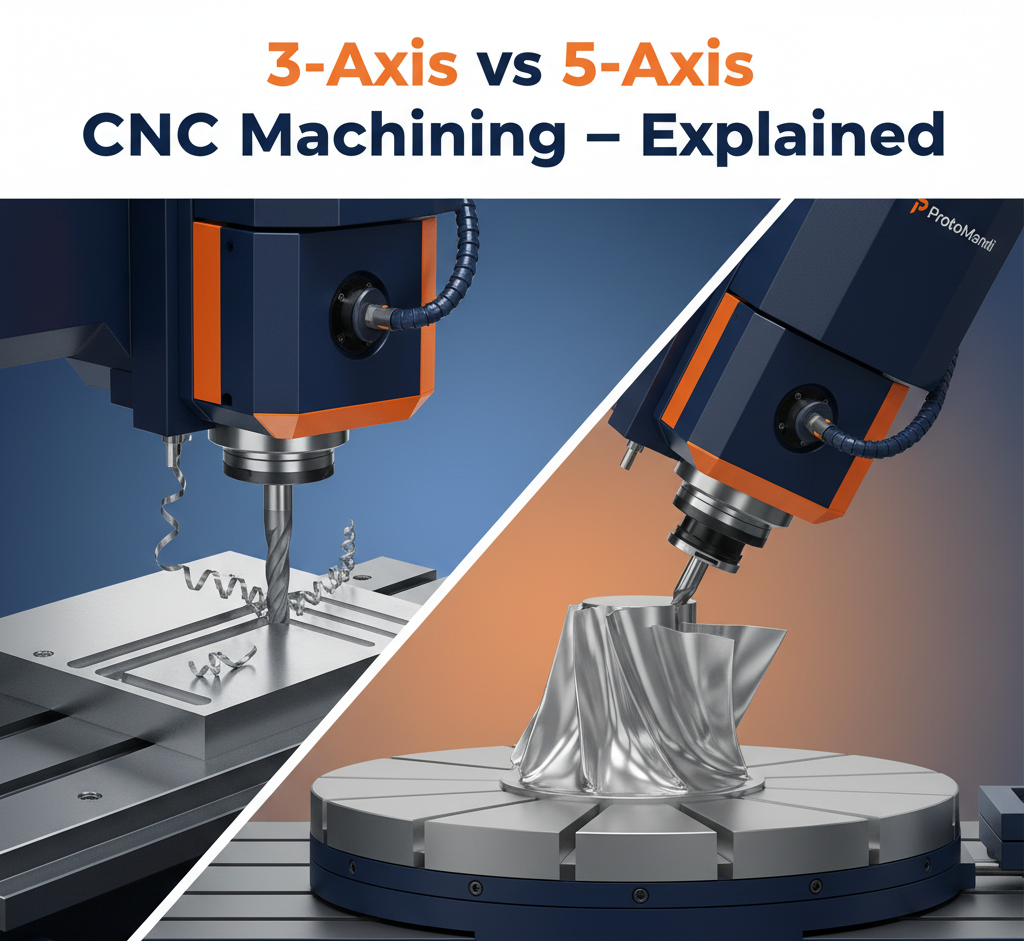


3-Axis vs 5-Axis CNC Machining — What’s the Difference?
When you hear “CNC machining”, you often imagine a milling machine carving metal or plastic blocks. But not all CNC mills are built the same. One of the key distinctions is how many axes of motion the machine supports. In this article we’ll look at the difference between a 3-axis CNC machine and a 5-axis CNC machine — what each can (and cannot) do, and typical part types suited for each.
What do we mean by “axes”?
In CNC milling, an “axis” refers to a direction or rotation that the tool (or the workpiece) can move in.
-
A 3-axis machine moves linearly along X, Y and Z (left-right, front-back, up-down).
-
A 5-axis machine adds two more axes — typically rotational axes (often called A and B) which allow the tool or workpiece to tilt or pivot.
So while a 3-axis machine confines the tool orientation, a 5-axis machine can approach the part from many more angles, enabling more complex geometries.
Key differences at a glance
Here’s a side-by-side summary of how 3-axis and 5-axis compare:
| Feature | 3-Axis CNC | 5-Axis CNC |
|---|---|---|
| Axes of motion | X, Y, Z only. | X, Y, Z plus two rotational axes (A/B) for tilting. |
| Setup simplicity | Generally simpler: fewer axes to program, fewer moving parts. | More complex: more axes means more programming, higher machine cost. |
| Number of setups (fixturing) | For many side-machining features you may need multiple setups: flip the part, re-clamp, reposition. | Can often machine multiple sides, undercuts or angled features in one setup because the tool or table can swivel/tilt. |
| Part complexity | Good for simpler shapes: pockets, slots, flat profiles, 2.5D geometry. | Excellent for complex geometry: angled/compound surfaces, deep cavities, undercuts, multi-face machining. |
| Cost / machine investment | Lower cost machine, easier to maintain, less operator/programmer expertise needed. | Higher cost machine, more complex programming/training, more moving parts and maintenance overhead. |
| Ideal use cases | When part geometry is straightforward, budget is tight, volumes/complexity moderate. | When part geometry is very complex, tight tolerances, require high precision or minimal setups, or many faces to machine. |
Why choose 3-axis (and when it makes sense)
-
If your part is relatively flat, or features are predominantly on one face or axis (e.g., milling a plate, creating pockets or features all in one plane) then a 3-axis machine is efficient and cost-effective.
-
When turnaround time is moderate, fixtures are simple, or you are working with more standard shapes.
-
For prototyping or smaller runs where the extra investment of a 5-axis machine might not pay off.
-
Example: A metal mounting plate with holes, countersinks and a milled pocket all on one face or in one orientation. A simple bracket or flat manifold.
Because each side of the part that needs machining may require re-clamping or repositioning on a 3-axis machine, complexity rises with part geometry.
Why choose 5-axis (and when it makes sense)
-
When part geometry demands access to multiple faces, undercuts, angled slots/holes, sculpted surfaces, compound curves.
-
When high precision is required and you want fewer setups (which reduces cumulative errors from repositioning).
-
When production volume justifies the investment and setup cost, or when you want to shorten lead time by machining in one go rather than re-fixturing.
-
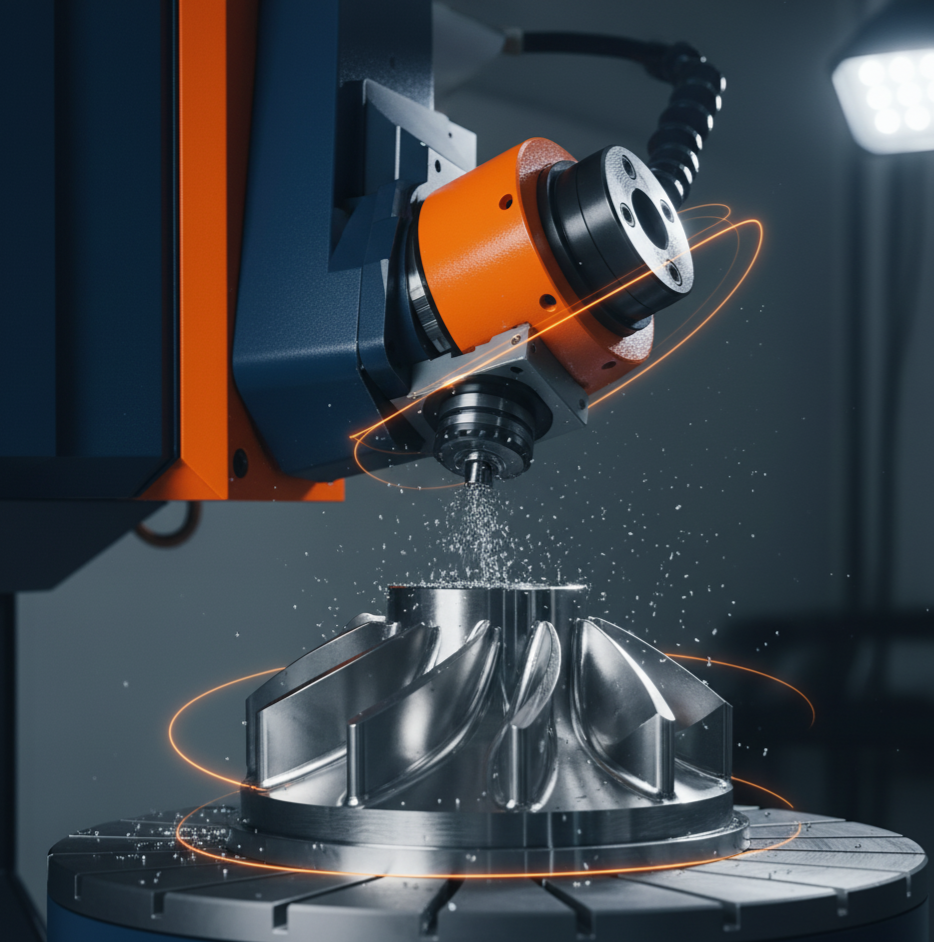
Example: A turbine blade with twisted geometry, a medical implant with complex curvature, an aerospace housing with many angled ports and surfaces.
In short: the 5-axis machine gives you freedom of approach and orientation that a 3-axis simply cannot match.
Part examples for each
Here are some concrete examples to illustrate the kind of parts you might choose for 3-axis versus 5-axis machining.
Good for 3-axis
-
A rectangular aluminium bracket with holes, cut-outs and countersinks all on one face or two opposite faces.
-
A flat plate manifold for pneumatics/hydraulics with milled pockets, drilled holes, all in one orientation.
-
A simple plastic housing where the features are all alignment holes, mounting bosses and one main cavity nothing sculpted or requiring tool tilt.
-
A prototype tooling plate or fixture block that doesn’t have complex curvature.
Good for 5-axis
-
An impeller or turbine component where angled vanes meet a curved hub, requiring complex tool access.
-
A medical implant (e.g., hip socket) where the surface is free-form and smooth, and you want minimal surface finishing.
-
An aerospace structural component with many angled bolt-patterns, internal undercuts, multi-face machining in one setup for high precision.
-
A mold core/cavity with sculpted geometry and deep features where tool approach is critical and multiple angled toolpaths are required.
Summary: picking the right tool for your job
-
If cost is a major concern and your part geometry is fairly standard/flat or you can accept multiple setups, a 3-axis machine is often the right choice.
-
But if your design has complexity, many faces, tight tolerances, undercuts or needs high speed and minimal setups, then the investment in a 5-axis machine (or outsourcing to a 5-axis facility) is justified.
-
Always consider: part geometry, number of faces needing machining, required tolerances/surface finish, number of setups and fixture changes, cost/time trade-offs.
-
For early-stage parts or simpler designs, start with 3-axis; for advanced parts or high-value components, aim for 5-axis.